Over 100 Years
Today, our business is moulded fibre packaging for eggs and fruit, but that is not where we began. The following selection of milestones describes the journey of a company founded a century ago by three very innovative brothers.
In the course of over 100 years, Hartmann has grown from a small supplier of machinery for making paper bags to an international supplier of moulded fibre packaging and a long line of retail and consumer marketing services. From an early point in time, Hartmann was a leader in promoting sustainability in its packaging products as well as in its manufacturing and business processes.
However, innovation has always been the driving force with Hartmann, pioneering most of the attractive and protective egg carton designs we are used to seeing in supermarkets today. The innovative streak came from the creative mind and engineering skills of Carl Hartmann.
Here are some examples of his projects that attained lesser importance than the ones that led to the Hartmann we know today.
• In 1918, he developed the Trio motorbike with an automatic gear shift. That really rocked!
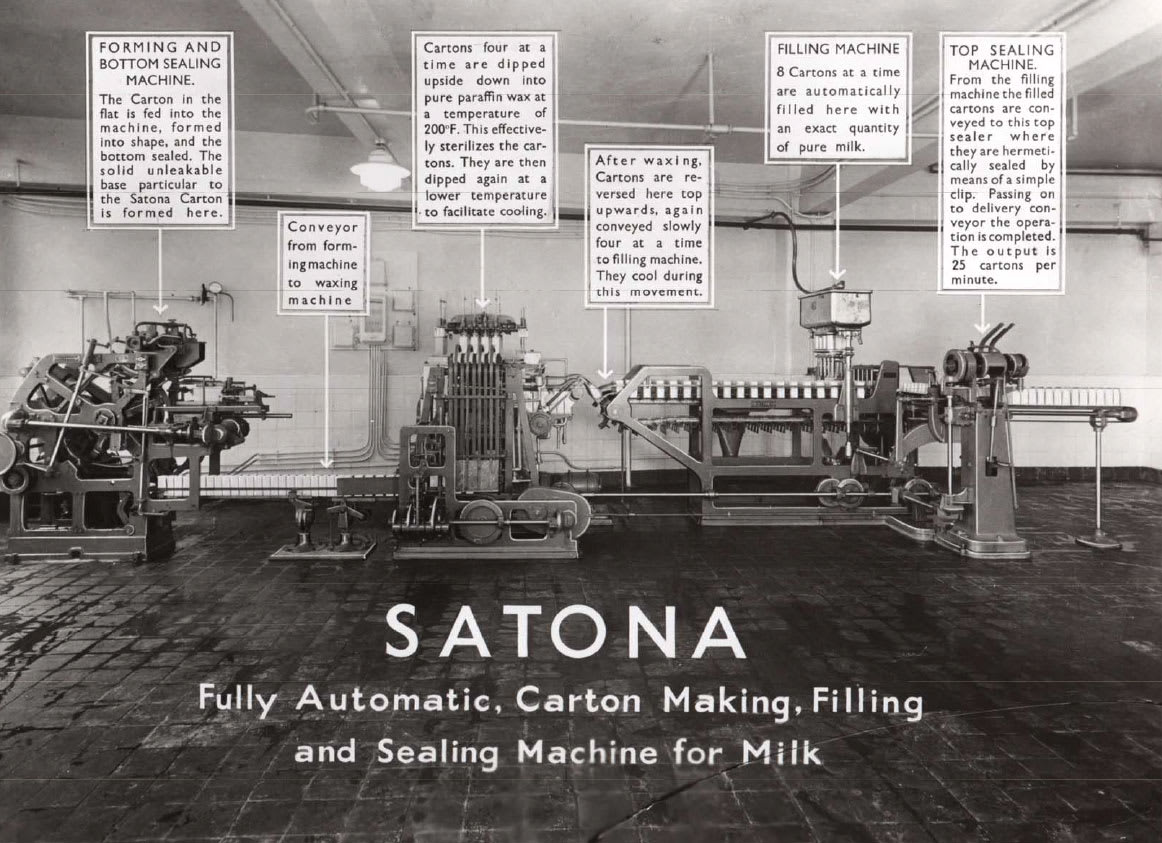
• In 1931 he invented the milk carton. OK, perhaps not a carton, more like a paper bag.
• A year later he developed a system for automatic packaging of butter. Look, no sticky fingers!
• In 1948, he designed a machine to separate egg whites from yolks. Not used by proper cooks, though. They do it with one hand! These remarkable feats and our over one hundred years of history mean a lot to us. Nevertheless, the future we share with you means even more.